Rinsing Manual
Appendix B: Rinse Efficiency Options
- Optimize rinse tank design
- Improve rinsing efficiency
- Air agitation
- Spray rinsing
- Eductors
- Rinse water temperature
- Rack withdrawal rate
- Double-dip rinsing
- Improve rack design/maintenance
- Monitor rinse tanks to check efficiency
- Evaluate alternative rinsing configurations:
The key objectives of optimal rinse tank design are to attain fast removal of dragout from the part, and to ensure complete dispersion of the dragout throughout the rinse tank. When these objectives are achieved, then for a given rinse water flow rate, the time necessary for rinsing will be reduced, and the concentration of contaminants on the part when it leaves the rinse tank will be minimized.
Some important rinse tank design elements that help to achieve fast dragout removal and complete mixing are listed below. These methods can be combined to develop an optimal rinse tank design for a given workload. Differently shaped parts, racks and barrels will usually require a different combination of design elements for optimal performance. When parts with various configurations are rinsed in the same tanks, it may be necessary to compromise the design to provide adequate rinsing for all parts. Key design considerations include:
- Select the minimum size rinse tank in which the parts can be rinsed and use the same size for the entire plating line.
- Locate the water inlet and discharge points of the tank at opposite positions in the tank to avoid short-circuiting.
- Use a flow distributor/sparger across the bottom of the tank to feed the rinse water evenly. This can be fabricated from a PVC pipe with holes spaced 0.5 to 1.0 inches along its entire length.
- Water should exit the rinse tank over a weir that runs the full length of the tank. The least effective outlet is a standpipe or sidewall opening.
Other aspects of rinse tanks, such as air agitation and use of spray rinsing are discussed later in this section.
Air agitation:
Figure 10. Poor air agitation reduces rinse efficiency and increases water use. By creating turbulence, air agitation helps to mix rinse water, reduce short circuiting, and mechanically remove dragout from the parts and racks all three of which improve rinsing efficiency.
Figure 11. Good air agitation increases rinse efficiency and lowers water use. Air can be introduced into the tank by one or more aerator pipes placed on the bottom of the tank. A single pipe placed diagonally across the tank will suffice for small rinse tanks. Multiple "legs" are needed to provide sufficient agitation in larger tanks. The aerator pipes can be constructed by drilling 1/8 inch holes at 1 to 5 inch intervals in a 1 inch PVC pipe and capping off one end. The total area of the holes must be somewhat less than the cross-sectional area of the pipe, but not less than 2/3, as this would put too much back pressure on the air source. The air must be supplied by a blower -- an air compressor will contaminate the solution with oil. (See this fact sheet for more information.) A flow control valve is needed to allow adjustment of the air flow rate.
During the EPA P2 Project, the benefits of air agitation were measured. The results showed a dramatic increase in rinsing efficiency with air agitation vs no agitation (>27%). Furthermore, higher levels of air agitation provided greater rinse efficiency than lower levels. In general, the highest tolerable level of air agitation should be used, though of course not so excessive that parts are dislodged from racks.
Spray rinsing is employed in various manners to reduce dragout losses and rinse water use. Spray rinsing over process tanks provides direct recovery of dragout. This is discussed in the section Direct dragout return in Appendix A.
Figure 12. Spray rinsing above rinse tank starts automatically as rack is removed. A common way to use spray rinsing is to substitute a spray rinse tank for an overflow rinse tank. Depending on the part configuration, spray rinsing generally uses from one-eighth to one-fourth the amount of water that would be used for equivalent immersion rinsing. Spray rinsing is most effective for flat-surfaced parts and is less effective with recessed and hidden surfaces.
Combined spray and immersion rinse tank designs are often employed. With one design, the bottom portion of a rinse tank acts as an immersion rinse and the upper portion a spray rinse. A discharge weir is located at approximately the middle of the tank which maintains the solution level in the tank. In operation, a rack is lowered into the immersion rinse, raised above the solution level, and sprayed with fresh water. With a second design, sprays are added to the top of an immersion rinse tank and used to spray the parts as they are removed from the tank. Either of these designs can be nearly as effective as a counterflow rinse, but only takes up the floor space of one tank.
The design of spray rinses must consider both the size and the shape of the parts being cleaned. Spray nozzles are available in many sizes (<0.1 to 1.0 gpm) and spray patterns (e.g. fan and cone), and should be selected appropriately. Air-atomized nozzles are also available that create a fog or mist. These require a source of compressed air and are sometimes used to pretreat parts prior to immersion rinsing.
Usually, the pressure in the waterline is sufficient to operate an effective spray rinse. If necessary, higher spray velocities can be attained by pumping.
During the EPA P2 Project, the effectiveness of a spray rinse was evaluated (see Exhibit [XX]). The results showed that the impinging spray did a much better job of removing dragout film than the immersion rinse by itself. This system includes 14 spray nozzles spaced at [XX] inches apart. The sprays are automatically activated via a momentary switch for 6 seconds while the hoist lifts the rack out of the tank. The 14 nozzle system sprays 0.851 gallons of water per rack.
A commercial technology investigated during the EPA P2 Project, the TriRinse System, provides an equivalent three-stage rinse using only one tank, combining the benefits of immersion and spray rinsing. It works equally as well with either rack or barrel plating. Although variable, here is an example of when 10 gallons of water is used per rinse on a barrel line (see Exhibit [XX]):
- The barrel is initially lowered into a partially filled rinse tank and rotated to improve dragout removal (1st rinse). An amount of water is then pumped out of the rinse tank, of which 10 gal. are sent to wastewater treatment (WWT) and the balance going to the holding tank. The water level in the rinse tank is now below the bottom of the barrel. The barrel, now out of solution, is rotated to improve drainage of rinse water.
- The first of two fresh water sprays sends 5 gal. of fresh water into and over the barrel (2nd rinse). After the spray, the barrel is again rotated to improve drainage.
- The second of two fresh water sprays then sends 5 gallons of fresh water into and over the barrel (3rd rinse). Thus, the 10 gallons of rinse water that were previously sent to WWT has been made up with two 5 gallon fresh water sprays. The barrel is again rotated.
- The barrel is removed from the tank and the level of water in the rinse tank is raised to the correct height by sending water back from the holding tank. The system is ready for another cycle
With this example, only 10 gallons of fresh water were used. If the rinse was operated as a single stage immersion rinse, more than 10 times as much wastewater would have been generated to attain the same level of cleaning.
Eductors: Eductors are an alternative to air agitation for rinse tanks. However, they are generally more expensive to install and therefore used less frequently. Eductor systems are much more commonly used for plating bath agitation, where there are potential added benefits, such as improved plating efficiency, reduced consumption of brighteners, and reduced fumes generation.
An eductor consists of a nozzle that is tapered at the end, a flow-through chamber, and a diffuser. Its operation is based on the Venturi principle. When solution is pumped into the eductor nozzle, it exits at a higher velocity due to the tapered design (i.e., pressure is converted to velocity when the solution is forced through the restricted nozzle). As it passes into the flow-through chamber, the high velocity solution draws surrounding solution into the chamber. This additional solution flow mixes with the pumped solution and therefore multiplies its volume. Typically, the volume of solution existing the diffuser is 4 to 6 times greater than the nozzle inlet flow rate.
Eductor systems are designed for specific applications. An initial consideration is the turnover rate, which is the number of times per hour that the tank volume is recirculated through the eductor system. This is especially important with plating bath applications. Turnover rates for plating solutions vary from 10 to as high as 60 per hour. Turnover rates for rinse tanks would be on the lower end of that range.
Other design considerations are the flow rate into individual eductors, and the number of eductors, which depend mainly on tank dimensions. A sufficient number of eductors must be used to provide effective circulation throughout the tank, with an objective of maximize solution shearing action at the surface of the parts/racks being rinsed.
Rinse water temperature: Viscous cleaning and plating solutions are difficult to remove from parts when rinsing in cold water. This is especially apparent in colder climates during winter months where incoming water temperatures can fall below 40oF. Heating the rinse water to above 70oF will reduce surface tension and improve dragout removal.
Rack withdrawal rate: The velocity at which work is withdrawn from the process tank has a major effect on dragout volume. The faster an item is pulled out of the tank, the thicker the dragout layer will be, because the viscosity forces that would otherwise pull the liquid back into the bath as the part is raised do not have a chance to operate, and a much larger volume of liquid will remain clinging to the surface. The effect is so dramatic that one expert suggests that most of the time allowed for withdrawing and draining the item should be used for withdrawal. An automatic machine that performs smooth, gradual withdrawal usually will drag out less solution per item racked than will manually operated equipment.
Double-dip rinsing: Work performed during the EPA P2 Project showed that the water clinging to the parts and racks after rinsing, can be two times or more contaminated than the water in the rinse tank, even with well-designed and operated systems. An inexpensive method for improving rinsing efficiency is double dipping, which is simply lowering the rack back into the rinse tank for a second dip. After removal from the rinse tank, the water clinging to the parts/rack will be significantly less in conductivity than after the first rinse, therefore improving rinse efficiency. Double dipping is especially effective at increasing rinsing efficiency for parts that are not well drained (e.g., tubes).
Improve rack design/maintenance

Figure 13. A better method is needed for racking these tubular parts.
Using the approach shown here will result in a high volume of dragout.Most racks are designed to process specific parts or a range of similar parts. There are many considerations that go into the rack design, most of which are related to plating effectiveness/efficiency, durability, and the time it takes to load and unload the rack. More often than in the past, dragout reduction and rinsing efficiency are also significant design factors.
Racks should be designed to minimize the time needed for dragout to drain back to the process tank. One important consideration is the position of parts on a multilevel rack. Parts should be staggered so that the drips can drain directly back to the process tank rather than dripping onto a part below it.
For every part, there is a position on the rack that minimizes the volume of dragout. For example:
- Cup-shaped parts, tubes, and other parts that tend to hold dragout should be tilted in a way that minimizes retained solution.
- For flat surfaced parts, dragout will drain more rapidly when the long dimension of the part is positioned horizontally. The reason being that the draining liquid has a shorter distance to travel before dripping off the part and returning to the process tank.
Rack maintenance is nearly as important as design. One of the most common problems is rack coating deterioration. During the EPA P2 project, it was shown that the solution entrapped by deteriorated rack coatings reduced rinse efficiency by a factor of five. Another rack maintenance task that reduces dragout is stripping of treed deposits.
Evaluate alternative rinsing configurations
Multiple rinse tanks (counterflow, dragout, etc.) :
A single immersion rinse tank can only provide effective rinsing by using a very high flow of water. The associated cost of water/sewer and wastewater treatment would be exorbitant. Consequently, all modern plating facilities use multiple rinse tank systems rather than single immersion rinses. The multiple systems usually consist of two or three rinse tanks plumbed in series, with fresh water entering the last tank and flowing in sequence to the first tank, which then goes to wastewater treatment. This is termed countercurrent rinsing. A well designed two-stage countercurrent rinse system uses only 10% to 20% of the water used by a single immersion rinse, when providing the same rinsing effectiveness.
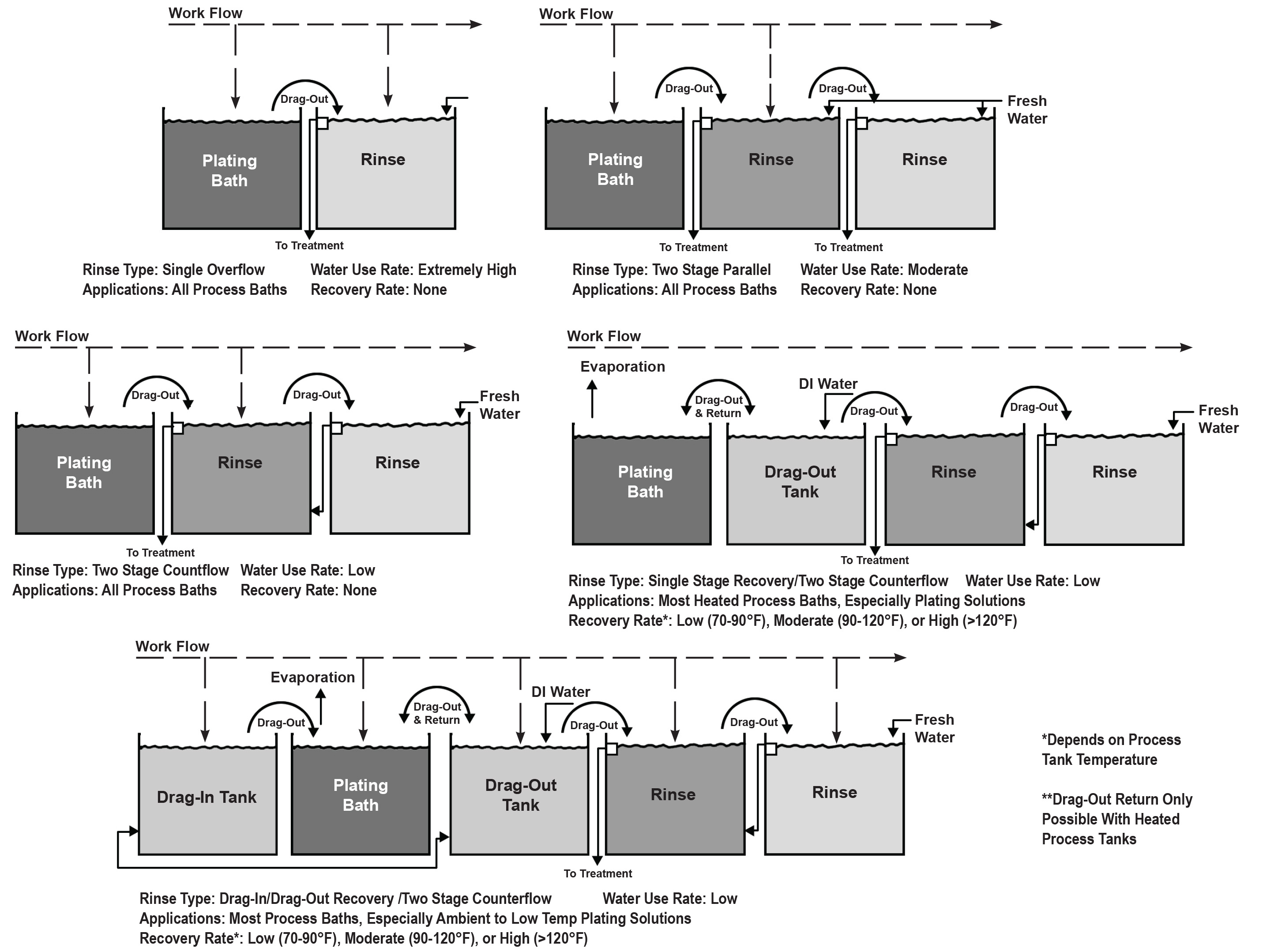
Figure 14. Multiple rinse tank configurations Various multiple tank configurations can be used (see examples in Figure 14). The optimal system for a given situation is dependent on numerous technical factors such as the bath concentration and temperature, tank surface area, the required cleanliness of the final rinse and whether or not air agitation of the bath is used. There are also practical considerations such as cost, available space, and production issues (e.g., time). The performance of various alternative configurations can be evaluated by well-established methods.
A convenient on-line tool at www.sterc.org will do the calculations and provide instant results. STERC's Rinse System Calculator evaluates and compares results for a set of tank configurations ranging from a single immersion rinse up to a four-stage rinse system. It evaluates counterflow rinsing with a discharge to wastewater treatment as well as dragout recovery rinsing. It also informs the user when it is possible to have closed loop rinsing, which becomes possible when tank evaporation rates are high enough and rinsewater consumption low enough that all rinsewater can be returned to the process, generating no wastewater at all.
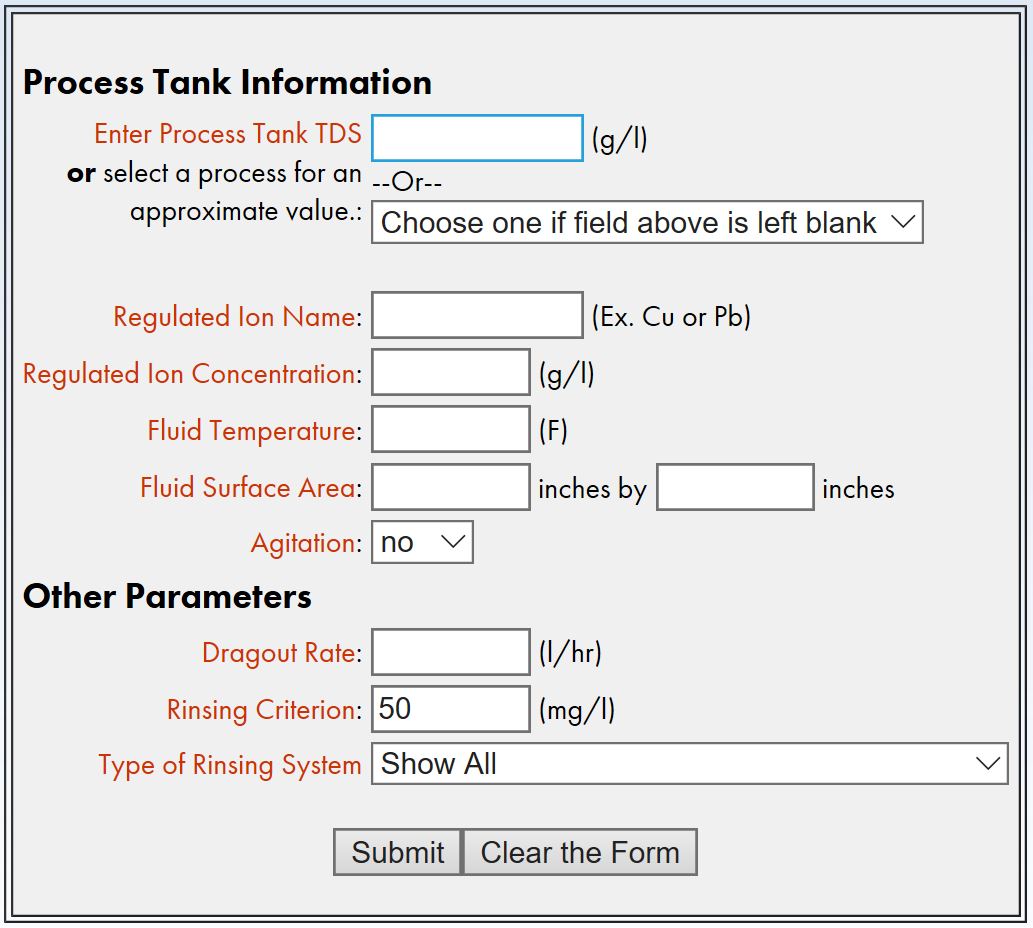
Figure 15. Use this free calculator to evaluate a range of rinse system configurations. Cascade, reactive and dual purpose rinsing: Cascade rinsing refers to the practice of reusing rinse water multiple times in different rinse tanks for successively less critical rinsing. Reactive rinsing is similar, but it refers to cases where a chemical reaction takes place as a result of using the rinse water for multiple purposes. An example is reusing the rinse water following acid cleaning as rinse water following alkaline cleaning. In this case, through neutralization, the acid rinse water helps to remove the viscous alkaline film remaining on a part after alkaline cleaning.
Dual purpose rinsing refers to the practice of using the same rinse tank for rinsing following more than one process tank. It provides essentially the same results as cascade and reactive rinsing but uses fewer rinse tanks. Often, the employment of dual purpose rinsing means transporting a dripping rack/part over a considerable distance. This can result in dripping onto floors and/or the accidental contamination of other tanks.
Typically, cascade and reactive rinsing are used for automatic plating machines whereas dual purpose rinsing is used for manual operations.
Use of any of these methods must closely consider the combined chemistry in the rinse tank to prevent undesirable reactions that may impact worker safety (e.g., hydrogen cyanide formation) or work quality (e.g., precipitation of solids).
